
A Germany-headquartered material handling equipment supplier in Thailand ordered custom-processed S49 rails for a stacker machine project. Glory Track provided precision cutting, 45° rail end machining, and additional 5 mm chamfering according to customer drawings before shipment to Bangkok, Thailand.
Project Overview
| Item | Details |
|---|---|
| Customer Type | Material Handling Equipment Supplier |
| Customer Location | Thailand |
| Headquarters | Germany |
| Application | Stacker Machine |
| Rail Type | S49 Rail |
| Processing | 45° Rail End Cut + 5 mm Chamfer |
| Inspection | Third-Party Inspection |
| Shipment Date | March 2026 |
| Port of Loading | Tianjin, China |
| Destination Port | Bangkok, Thailand |
Project Requirements for the Stacker Machine Rail
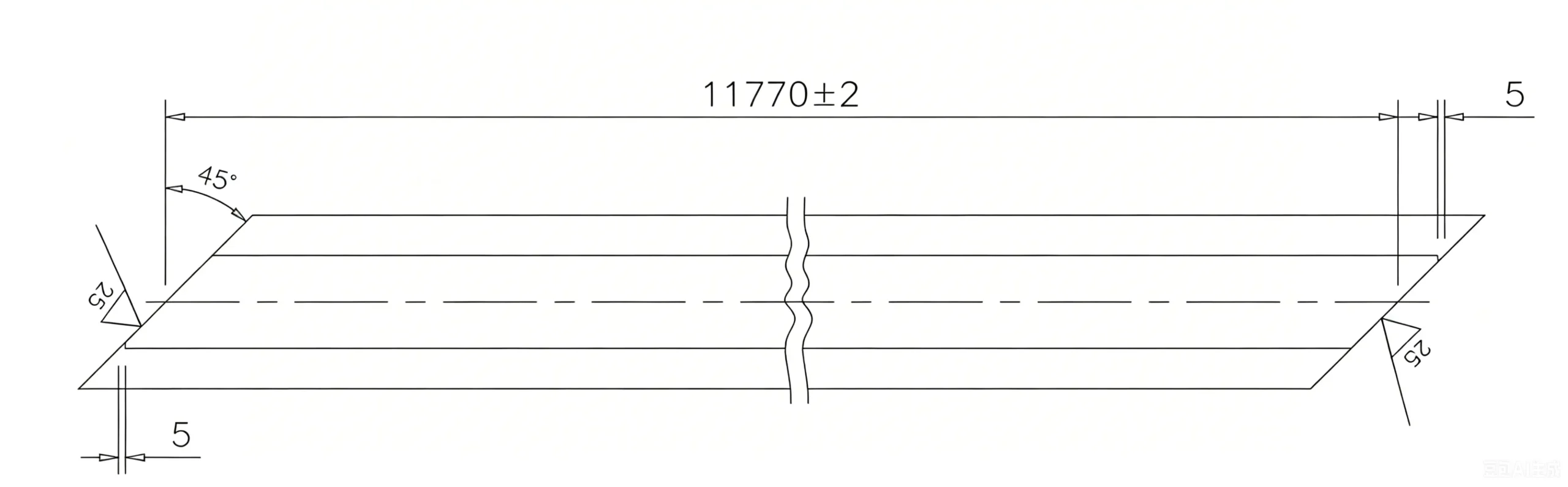
The customer, based in Thailand with its headquarters in Germany, serves the material handling and surface mining industries. For a new stacker machine project, they required S49 rails processed to precise specifications. The customer supplied a rail fabrication drawing that detailed the S49 profile, the 45° bevel angle at both rail ends, and the exact cut-to-length dimensions.
Custom Rail Processing Requirements
This project’s value lies in the tailored processing work performed on standard S49 rail sections. Each step was executed according to the customer’s drawing to ensure seamless installation and reliable operation on the stacker machine.
Standard 45° Rail End Cutting
The primary requirement was a 45° bevel cut at both rail ends. This beveled rail end allows smoother wheel transitions when the stacker machine trolley passes across rail joints, reducing impact and noise. Figure 1 shows the completed bevel cuts on multiple S49 rails, stacked neatly with the angled faces clearly visible.

Additional 5 mm Chamfer
Beyond the standard 45° end cut, the customer specified an additional 5 mm chamfer along the rail head edges. This secondary machining step removes sharp corners that could initiate stress cracks or interfere with wheel flanges. Figure 2 presents a close-up view of the rail end, where both the 45° face and the fine 5 mm chamfer can be observed. The bright machined surfaces contrast with the natural mill scale on the rail body, highlighting the precision of the cut-to-length rail processing.

Deburring and Surface Finishing
After cutting and chamfering, every rail end was thoroughly deburred to remove rough edges and metal splinters. This step is critical for the safety of installation crews and to prevent any debris from interfering with rail clips or pad seating. Figures 3 and 4 display the finished rail ends, with clean, smooth surfaces free of burrs, ready for container loading.


Production and Quality Inspection
Every stacker machine rail order undergoes rigorous checking, and this project included third-party inspection prior to shipment.
Third-Party Inspection Findings
During the third-party inspection at our facility, the inspector noted surface rust observed on the rail body. This was not a defect, but rather a common occurrence that we addressed transparently with the customer.
Understanding Surface Rust on Steel Rails
The observed rust was superficial surface oxidation and did not affect rail dimensions, mechanical properties, or service performance. Such flash rust forms when steel surfaces are exposed to ambient humidity, rain, or moisture during storage and transit. It is a common phenomenon for steel rails shipped internationally. Importantly, once the stacker machine enters operation, normal wheel contact rapidly removes the thin oxidation layer from the rail running surface, leaving clean and functional steel underneath.
By directly addressing the inspector’s comment with a technical explanation, we provided assurance that the stacker machine rail would perform exactly as required.
Container Loading and Delivery
In March 2026, the finished rails were loaded into a 40-foot container at Tianjin Port for sea shipment to Bangkok, Thailand.
Loading at Tianjin Port


The cut-to-length S49 rails were bundled and braced to withstand ocean transit, arriving at Bangkok Port ready for immediate installation onto the stacker machine.
Why Precision Rail Processing Matters for Stacker Machines
Stacker machines operate in demanding material handling environments, often in mining or bulk storage yards. The quality of the stacker machine rail directly influences equipment reliability and maintenance intervals.
Accurate Wheel Transition – Precisely beveled rail ends ensure smooth trolley wheel passage across joints, minimizing impact and vibration.
Reduced Impact Loads – The 5 mm chamfer eliminates sharp edges that could otherwise concentrate stress and cause premature wheel or rail damage.
Improved Equipment Reliability – Custom rail processing ensures dimensional accuracy that translates into stable, predictable machine movement.
Easier Installation – Cut-to-length rails with deburred ends allow crews to install segments quickly without additional on-site grinding or fitting.
For demanding stacker applications, off-the-shelf rails rarely meet the exacting geometric requirements. Custom processing of S49 rail transforms a standard section into a high-performance machine component.
Need Custom-Processed Rails for Material Handling Equipment?
Glory Track provides comprehensive rail processing services for stacker machines, reclaimers, and other heavy material handling equipment. Our capabilities include:
- S49 Rail and other crane rail sections
- Precision rail cutting service – any angle, any length
- Chamfering and end profiling
- Complete custom rail processing
- Stacker machine rail solutions
Contact us with your drawings and requirements for a tailored quotation.