

Introduction: The Importance of Rail Welding in Modern Railways

In modern railway development, rail welding has become a crucial solution to support the use of seamless rails. Compared to traditional rail connection methods, seamless rails significantly improve the stability and safety of train operations. Without repeated jolts from wheels passing over joints, impact forces decrease, reducing wear on wheels, axles, and other mechanical parts.
This not only lowers the risk of derailment but also extends the lifespan of components and reduces overall maintenance costs. Additionally, reduced rail wear decreases the frequency of rail replacement, saving considerable manpower, materials, and financial resources. Seamless rails also help minimize noise pollution for residents along railway lines, making rail transport more environmentally friendly.
Seamless Rail Welding and Installation
Seamless rails are typically installed through a step-by-step welding process. First, a welding workshop is set up near the construction site. Standard-length rails are transported there and welded into longer sections, which are easier to move over short distances. These longer rails are then delivered to the track site, where they are spliced and installed to create continuous seamless rails along the railway.
Common Rail Welding Methods
The main rail welding methods include flash welding, gas pressure welding, aluminothermic welding, and arc welding. In China, flash welding, gas pressure welding, and aluminothermic welding are the most widely used techniques.
1. Flash welding

Flash welding joins two rail ends by applying heat and pressure without using filler material. The rail ends are gradually brought together until they touch. A high voltage current passes through the contact points, generating electric arcs or “flashes” that melt the ends to a certain depth. Then, strong pressure is applied to forge the molten metal, creating a solid bond. After cooling and solidification, the weld is complete.
2. Gas pressure welding

Gas pressure welding heats the rail ends evenly using a flame from ignited oxygen and acetylene. When the temperature reaches about 1250°C, the metal near the rail interface becomes plastic and malleable. Under pressure, metal atoms from both sides diffuse into each other’s plastic matrix, forming a strong metallurgical bond. After cooling and solidification, a durable weld is created.
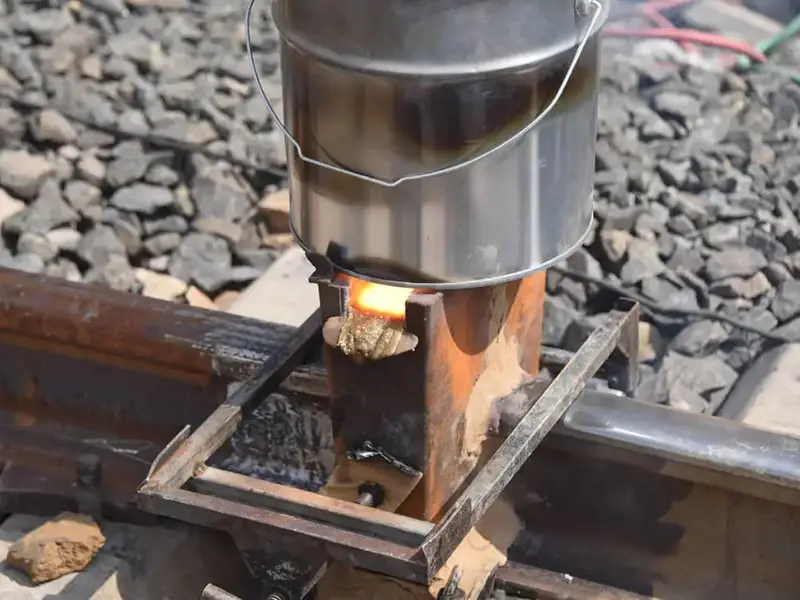
3. Aluminothermic welding

Aluminothermic welding mainly relies on chemical reactions to generate high temperatures of up to thousands of degrees Celsius to weld two steel rails together. The basic principle of aluminothermic welding is to make use of the intense oxidation-reduction reaction that occurs between aluminum powder and metal oxides (usually iron oxide) under high-temperature conditions. This kind of reaction is called the aluminothermic reaction. The reaction process releases a large amount of heat energy, and in the absence of an external energy source, not only can the steel material near the interface be melted, but the melted iron also fills the interface, thus completing the welding process.
Comparison of Different Rail Welding Methods
Flash welding
Flash welding offers welded rails with strength and mechanical properties close to the original rail material. Its smooth surface facilitates grinding and shaping. This method boasts high automation, a stable process, fast welding speed, and high production efficiency.

However, flash welding can only be performed in fixed factory settings due to the need for high voltage and current, as well as precise rail control and movement. It also produces significant smoke, dust, and splatter, impacting the working environment. Additionally, rail loss during welding is relatively high.
At construction sites, mobile flash welding machines equipped with generators and rail leveling tools can weld 100-meter rails into 500-meter sections. These sections can then be further welded into units up to 2000 meters, enabling the creation of extremely long seamless tracks.
Gas pressure welding
Gas pressure welding is simple, cost-effective, and suitable for outdoor work. It requires a small initial investment and offers short welding times with minimal rail shortening—typically about 30 mm. This method is mainly used for joint welding.
The process demands precise preparation of rail surfaces. One challenge is oxidation formation when heating the rails to a plastic state, which may affect weld quality and consistency, making it generally less reliable than flash welding.
Gas pressure welding is ideal where high weld quality and consistency are required, especially when performed in well-equipped factories or construction sites.
Aluminothermic welding
Aluminothermic welding requires simple equipment, few workers (2–4), and offers high efficiency with welds completed in 30 to 40 minutes. The welding materials are environmentally friendly and safe for workers.
Its main drawback is that weld quality is generally lower than flash welding due to slag inclusions affecting the steel.
This method is highly flexible, making it ideal for welding crane rails and construction sites with limited equipment. It is typically used for welding I-beams or field cables where stringent weld requirements are not critical. Different welding objects require specific fluxes and molds to ensure quality.
GLORYTRACK: Industry Leader in Rail Solutions
Flash welding, gas pressure welding, and aluminothermic welding each offer unique advantages suited to different construction environments and quality needs. Technological advancements continue to improve welding efficiency and seam quality.
As an industry leader with years of experience in railway welding and accessories, GLORYTRACK is dedicated to innovation and delivering high-quality rail welding solutions. Contact us anytime for expert support.