

Steel rails are frequently joined in railroad and industrial track systems using rail thermite welding. Thermite materials react at high temperatures to create molten steel, which melts the rail ends and forms a solid joint after cooling. However, rail thermite welding defects are more likely to occur at welded joints than in the parent rail material. In practice, these defects remain one of the weakest points in the track structure and a major contributor to rail fracture and damage. Understanding their causes and prevention methods is essential for long-term rail safety and performance.
1. Shrinkage and Loosening Defects
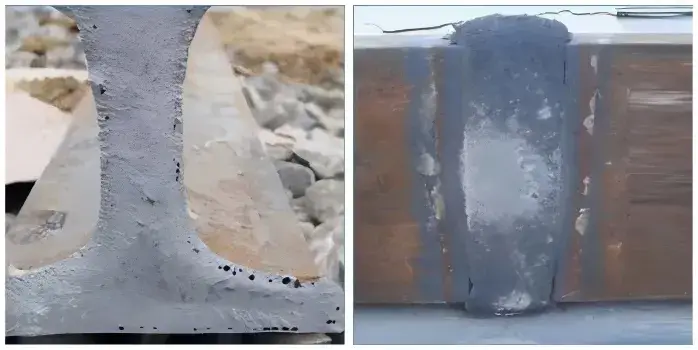
Shrinkage and loosening usually appear inside the weld, most often at the rail web and the central triangle area at the rail foot (see Figure 1). These defects can lead to transverse fractures during service.

Main causes
- Excessive local temperature and uneven cooling
- Preheating time that is too long or poorly controlled
- Improper flame adjustment during preheating
- Misaligned preheating torch or sand mold
- Excessive rail gap before welding
Preventive measures
- Control preheating time and avoid overheating the rail
- Maintain a moderate and stable preheating flame
- Position the preheater exactly at the rail joint center
- Keep the rail gap within the recommended range
2. Porosity in Thermite Welds
Porosity forms when gas generated during the thermite reaction fails to escape before solidification. These defects usually appear as smooth, round holes beneath the weld surface, especially near the rail foot.

Causes of porosity
- Poorly cleaned rail end faces with oil, water, or rust
- Damp thermite material or flux
- Moist sand molds or sealing material
- Preheating temperature that is too low
- Excessive delay between preheating and pouring
Preventive measures
- Thoroughly clean both rail end faces before welding
- Keep all thermite materials dry
- Avoid excessive or overly wet sealing mud
- Ensure the rail reaches a preheating temperature of 800–900°C
- Pour immediately after preheating to minimize heat loss
3. Slag Inclusions
Slag inclusions occur when non-metallic residues fail to separate completely from molten steel and become trapped inside or on the surface of the weld.

Formation reasons
- Slag from the crucible enters the mold cavity during pouring
- Insufficient reaction or settling time before tapping
- Premature removal of plugs or nails
- Excessive rail gap or insufficient molten steel volume
Preventive measures
- Clean rail end faces carefully before welding
- Maintain a proper rail gap
- Inspect the crucible for damage before use
- Position the pouring outlet directly above the mold center
4. Sand Inclusion Defects
Sand inclusion results from refractory sand or mold material entering the molten steel during pouring and solidification.

Main causes
- Incomplete removal of loose sand after grinding
- Foreign material falling into the mold cavity
- Poorly fixed sand molds that shift during welding
- Excessive preheating that burns the mold material
Preventive measures
- Remove all loose sand after grinding
- Prevent any debris from entering the mold cavity
- Reopen and clean the mold if misalignment occurs
- Avoid excessive preheating temperatures
5. Thermal Cracks
Thermal cracks form when tensile stress develops in the weld during high-temperature solidification. These cracks often appear in the middle of the weld and run transversely, showing blue or heat-affected oxidation colors.

Formation causes
- Movement of the rail during welding
- Premature removal of clamps or molds
- Early trimming or pushing of the weld collar
- Hammering or impact before full solidification
- Rail shrinkage during cooling without gap control
Preventive measures
- Do not step on, hammer, or pry the rail during welding
- Follow specified cooling and dismantling times
- Keep clamping equipment in place until full solidification
- Control rail gaps during cooling and shrinkage
6. Lack of Fusion (Unwelded Joint)
Lack of fusion occurs when the rail end faces fail to melt completely and do not bond with the molten thermite steel.
Formation causes
- Inadequate cleaning of rail end faces
- Insufficient preheating temperature
- Rail gap that is too small to hold enough molten steel
Preventive measures
- Clean rail ends thoroughly before welding
- Ensure uniform and sufficient preheating
- Maintain a proper rail gap to allow adequate molten steel volume
7. Undercut (Bite Edge)
Undercut appears as grooves or depressions along the rail base or weld toe. These areas create stress concentration points and may lead to early fatigue cracking under train loads.
Main causes
- Excessive rail gap
- Welding old rails to new rails
- Overheating of the rail head during preheating
Preventive measures
- Control rail gap size
- Match rail condition and profile when possible
- Avoid excessive preheating of the rail head
Why Controlling Rail Thermite Welding Defects Matters
Rail thermite welding defects result from a combination of material quality, welding parameters, operating techniques, environmental conditions, and equipment control. Even small deviations can significantly reduce weld strength and service life.
A systematic inspection process—from material preparation and preheating to pouring and post-weld treatment—is essential to minimize defect risks and ensure stable weld quality.
Reliable Thermite Welding Materials from Glory Track
As a professional steel rail supplier and thermite welding solution provider, Glory Track supplies not only steel rails and rail accessories, but also thermite welding kits and mold materials designed for stable and repeatable welding results.
By combining proper welding procedures with high-quality thermite welding materials, rail contractors can significantly reduce thermite welding defects and extend the service life of welded rail joints.